







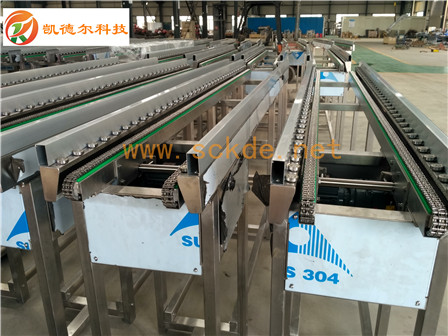
成都圆管输送机线路布置
成都输送设备中圆管带式输送机的线路布置:
圆管带式输送机的输送带由六边形托组强弯成圆管形,可空间弯曲布置线路。因与通带式输送机相比,商有许多需要特殊讨论和确定的问题。
圆管带式输送机一般不适于中间设有加料点和卸料点的情况,如必须在输送段中间设料点或卸料点,一般采用增加过度段将输送带展成平形的方式,在加料点安装加料装置加料,成在卸料点采用电动成手动犁式卸料器直接卸料,卸料方式分单侧和双侧。
过渡段长度及其托辊的布置
圆管带式输送机的头部和尾部过渡段的长度,由输送带的管径和输送带的类型来决定同时也取决于输送带所允许的伸长率
如果过段太短,则输送带边缘将产生较大的附加张力,使其过早疲劳损坏,严重时边缘产生振/如果过度段太长,则将减小整个输送线路的密封长度,一般对织物芯输送带,过渡段长度为式中4圆管直径。
尾部过数段托辊组的布置,缓冲托辊的间距一般为300~500mm,均为槽(8-5)形托辊,其槽角逐步增加,分别为15°,20°,30°,45等,可根据现场情况调整,以期能起到对输送带导向和约束的作用,在B-B断面处设置一组五托辊组,其中最上方的2个托辊的倾角,应根据输送带两边的搭接方向分别取60°和55°,用于将一边带压下,使其于另一边带,目的是使输送带能顺利地过渡成圆管形并减少其边缘部分的磨损,有时还可在第一个多边形托辊组前方设置一个压带托辊,同样是用来将一个输送带边压下使其低于另一个输送带边,以正确地搭接并封闭输送带。
当被输送物料的粒度较大时,在过渡段区间内应有意让输送带上物料上下摇晃,同时从左右对圆管输送带进行推挤,以使物料块的长径方向能顺应圆管输送带的运行方向,较顺利地进入圆管输送带内。对输送带产生左右方向的推挤,是通过在过渡段区间内在两侧设备相互错开的垂直托辊来实现的,但也要防止输送带向左右方向被推出(跑偏)。
上一篇:食品输送机械配件―链板的发展状况 下一篇:成都管状输送机的结构


